How to choose an industrial 3D printer? What is the difference between FDM, SLA, and SLS 3D printers?
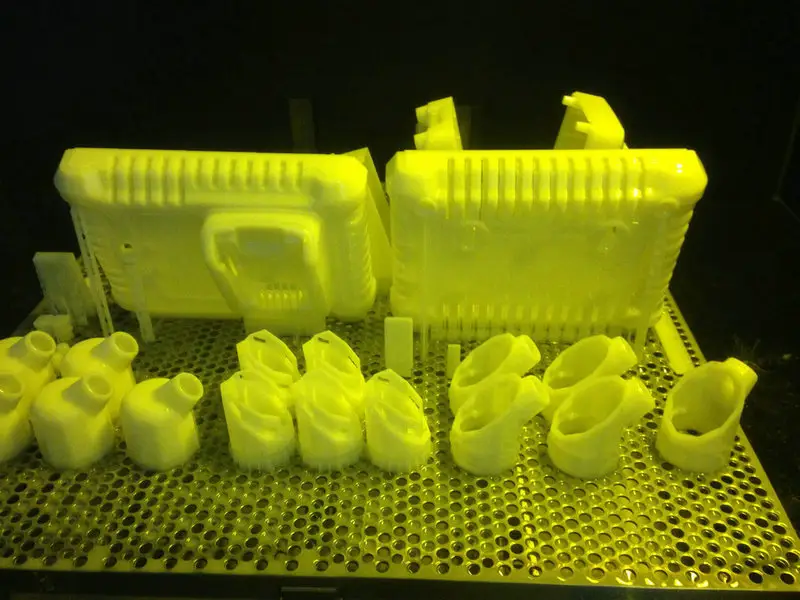
When choosing an industrial 3D printer, you need to consider several aspects to ensure that the selected equipment can meet production or R&D needs. Here are some key selection factors and suggestions:1. Printing technologyFirst, understand and determine the required printing technology. Common technologies for industrial 3D printers include FDM (fused deposition modeling), SLA (stereolithography), SLS (selective laser sintering), etc. Each technology has its own characteristics and advantages:FDM: suitable for printing with thermoplastic materials (such as ABS, PLA), with relatively low cost, but the accuracy and surface quality may not be as good as other technologies.SLA: uses laser to irradiate liquid resin to solidify it, with high accuracy and good surface quality, but the equipment and material costs are high.SLS: Using laser sintering powder materials, complex structures and high-precision parts can be printed, with a wide range of material options (including plastics, metals, etc.), but the cost is also high.2. Printing accuracy and speedAccuracy and speed are important indicators for measuring the performance of industrial 3D printers. High-precision printers can produce more delicate and accurate parts, while fast printing can improve production efficiency. Choose the right level of accuracy and speed based on your specific needs.3. Print sizeThe print size determines the size of the parts that the printer can handle. When choosing, take into account the range of part sizes that need to be printed and ensure that the printer can meet these needs.4. Material compatibilityIndustrial 3D printers should support printing with multiple materials to meet the needs of different application scenarios. Understand the types of materials supported by the printer and their performance characteristics so that you can choose the right material for printing.5. Stability and reliabilityIndustrial printers usually need to run for a long time, so stability and reliability are crucial. Choose a printer with a good heat dissipation system, low noise design, and a sturdy and durable structure to ensure long-term stable operation.6. Software support and after-sales serviceThe software is the "brain" of the printer, affecting the convenience of operation and printing effect of the printer. Choose a printer with easy-to-use and powerful slicing software and control software. At the same time, pay attention to the quality of after-sales service to ensure that you can get timely technical support and solutions when you encounter problems.7. Brand and priceBrand reputation and price are factors that cannot be ignored when choosing an industrial 3D printer. Well-known brands usually have better product quality and after-sales service guarantees, but the price may also be relatively high. Therefore, it is a wise choice to choose a brand and model with high cost performance within the budget.HG3D's SLA 3D printer enjoys a high reputation in the industry. Its high precision, high efficiency and wide application fields make it the first choice for many enterprises and individual users. The following is a detailed recommendation for HG3D's SLA 3D printer:1. Technical principles and advantagesHG3D's SLA 3D printer uses photocuring technology to irradiate and solidify photosensitive resin materials layer by layer through laser or light beam to form a three-dimensional solid object. This technology has the following significant advantages:High precision: SLA 3D printers can achieve very high printing accuracy, and the layer thickness can reach micron level, ensuring that the printed model has a smooth surface and rich details. This is especially important for fields that require high-precision manufacturing, such as automotive parts, medical devices, aerospace parts, etc.High efficiency: SLA 3D printing technology can quickly cure photosensitive resins and increase printing speed, thereby shortening the manufacturing cycle and improving production efficiency. Harbin Institute of Technology 3D SLA3D printers can produce 300~400g products every hour, which is much more efficient than FDM.Diversified material support: Supports various types of photocurable resin materials, including rigid, elastic, transparent, etc., to meet the needs of different application fields and expand the range of material selection.2. Product series and featuresHarbin Institute of Technology 3D provides a variety of excellent SLA 3D printer products, including H360, HI600, HI800, etc. These products have their own characteristics to meet the needs of different industries and application fields:H360:High precision: Adopting a high-precision optical scanning system, the layer thickness can reach 0.025mm to ensure printing accuracy.Large printing space: 360mm x 360mm x 300mm printing space, suitable for printing large models or mass production of small models.High efficiency: Equipped with high-power light source and fast scanning system to achieve high-speed printing.Large capacity and stability: The use of special thickened stainless steel trough prevents rust, shedding and oxidation, and the equipment is durable.HI600 and HI800:Larger printing size: HI600 and HI800 have a printing size of 600x600x400mm and 800x800x500mm respectively, meeting the needs of larger parts or models.High performance: It is also equipped with a high-speed scanning galvanometer, variable spot technology and anti-vibration drive system to ensure the accuracy of the model while increasing the printing speed.3. Application fieldsHG3D's SLA 3D printers are widely used in many fields, including but not limited to:Automotive industry: manufacturing automotive parts, automotive appearance models and prototype verification, accelerating product development cycles and improving design flexibility.Aerospace industry: manufacturing lightweight parts, components with complex geometric shapes and simulation test models to improve the ability of design optimization and rapid verification.Medical device field: manufacturing high-precision, personalized medical device models, surgical guides, prosthetic orthotics, etc., providing customized solutions for the medical industry.Industrial manufacturing: manufacturing complex tools, molds, fixtures, and production line optimization, etc., to improve production efficiency and reduce manufacturing costs.Architecture and architectural design: manufacturing accurate architectural models, molds, and model verification to support the needs of architectural designers in project planning and display.Art and design fields: printing exquisite artworks, jewelry, design models, etc., to meet the personalized and customized needs of creative designers.IV. SummaryIn summary, HG3D's SLA 3D printer has become an indispensable tool in the manufacturing industry with its high precision, high efficiency, diversified material support, and wide range of applications. Whether it is for the medical and aerospace fields that pursue high precision, or the automotive industry and industrial manufacturing fields that require rapid prototyping and mass production, HG3D's SLA 3D printer can provide excellent solutions. Therefore, if you are looking for a high-performance SLA 3D printer, HG3D's products are undoubtedly a recommended choice.
2024-09-29
Industry information
view details